Обнаружение перегрузки металлорежущего инструмента
А.Ю.Азовцев, Д.В.Грищенко.
Перед специалистами Ассоциации ВАСТ неоднократно ставился вопрос – можно ли обнаружить опасную перегрузку режущего инструмента по вибрации станка – ведь эта нагрузка будет разной на разных скоростях вращения и при обработке металлов разной твердости. И после одного из очередных вопросов наши представители собрали аппаратуру для исследований и вместе с представителями завода провели эксперимент - записали вибрацию в нескольких точках крупного токарного станка в течение рабочей смены, в том числе и в режимах перегрузки. Результаты анализа представлены ниже.
Аппаратура для эксперимента включала в себя разработанные Ассоциацией многоканальный комплекс для параллельного анализа сигналов вибрации и тока в широкой полосе частот до 50кГц (сетевой измеритель СИ с программой записи сигналов на компьютер) и комплекс виброконтроля (двухканальный вибромонитор ВМ-21, измеряющий уровень вибрации в стандартной полосе частот и программа «виброконтроль»).
Ниже на рис.1. приведена зависимость вибрации станка от времени в течение почти всей рабочей смены, с перерывом на обед.
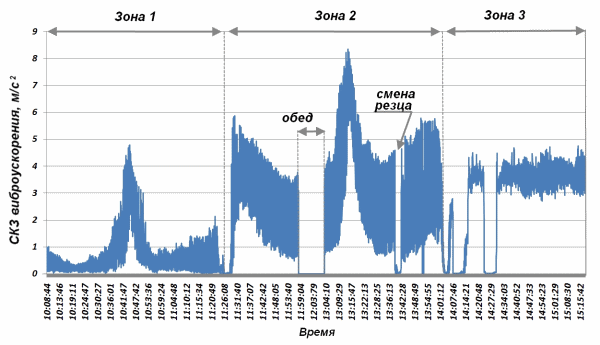
Рис. 1 – изменения уровня вибрации станка на протяжении рабочей смены, отражающие нагрузку на станок. Зона 1 – режим обдирки, зона 2 – глубокое резание. зона 3 – стабильная нагрузка.
Станок на относительно короткое время искусственно перегружался в режиме обдирки и дважды – в режиме глубокого резания, после чего пришлось произвести замену резца.
При анализе сигналов, записанных на компьютер, было произведено сравнение спектров вибрации в разных режимах резаний, характерные спектры приведены на рис.2.
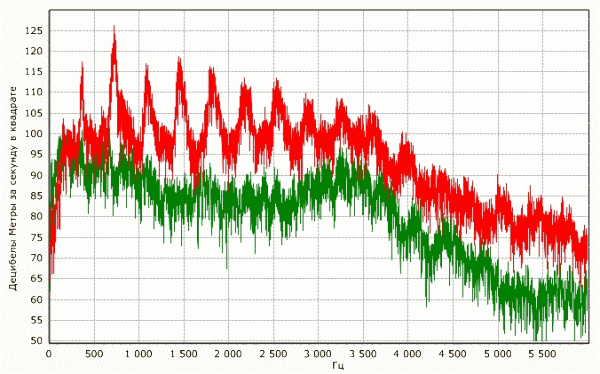
Рис. 2 - Спектры вибрации станка при перегрузке (красный) и в нормальном режиме (зеленый). Красный спектр соответствует левой части зоны 2 рисунка 1
Как видно из результатов анализа, опасная перегрузка резца сопровождается его резонансными колебаниями, которые передаются практически во все выбранные для контроля вибрации точки станка. Основная частота автоколебаний оказалась близкой к 350Гц, но на другом резце, другой детали или в другом режиме работы она может изменяться в широких пределах. Эти автоколебания сказываются и на форме поверхности детали, что хорошо видно на рис.3.
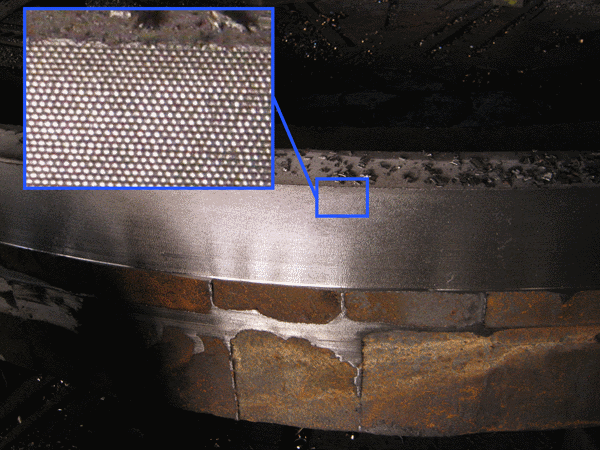
Рис. 3 - Фотография заготовки во время обеденного перерыва. Здесь виден результат обработки детали соответствующий зоне 1 (нижняя часть) и начало обработки в зоне 2. Видно, что профиль цилиндра не равномерный в зоне 1 и 2, что полностью соответствует графику изменения уровней вибрации.
Из приведенных рисунков ясно, как можно контролировать процесс резания по вибрации, вовремя предупреждая станочника об опасной перегрузке резца, и, возможно, станка в целом.
Таких способов два:
1. Использовать стандартный комплекс контроля вибрации, поставив в него пороги на величину опасной вибрации и систему сигнализации о перегрузке.
2. Использовать более сложную обработку сигнала вибрации с обнаружением автоколебаний по спектру вибрации.
Второй способ выглядит предпочтительным, так как однозначно указывает и на ухудшение качества обработки поверхности детали.
Ассоциация ВАСТ готова поставлять такие системы предупреждения о перегрузке металлорежущего инструмента. Системы могут быть интегрированы в компьютерную сеть предприятия для учета реального времени работы станочного оборудования.




